
提供无刷电机系统完整的解决方案,同时提供OEM/ODM服务
ISO9001-2015 | IATF16949-2016 | GJB9001C-2017


齿距和径向圆跳动引起的台阶问题及解决方案
(1)单个齿距误差Fp和相邻齿距误差fu过大引起的台阶问题。
分析:此类问题通常发生在粗加工工序中,最为典型的是滚齿工艺。当零件齿数较少,滚刀采用多头,特别是零件齿数与滚刀头数能够互约(如零件齿数为14,滚刀头数为2),则问题发生的概率非常大。如图15所示,案例中的零件每个轮齿的中心偏离其理论齿形的中心位置,在后续精加工过程中,远离中心线一侧的齿厚加工余量会变多,则会导致齿轮根部台阶的产生。
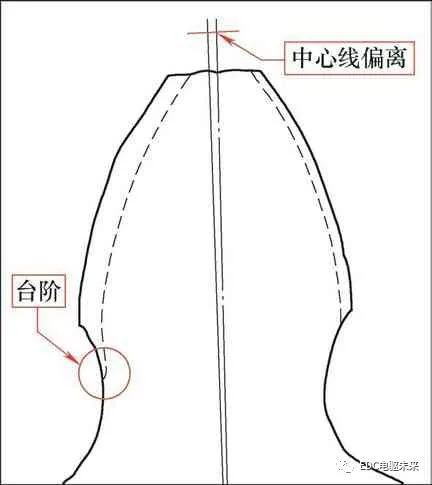
图15 fp和 fu导致的台阶问题
解决方案:需从滚刀的设计着手,在加工节拍允许的条件下,尽量采用较少的头数;如果节拍要求很高,头数必须多头,则需提高滚刀的制造精度,或进一步采用成本较高的全磨齿廓工艺。
(2)累积误差和径向圆跳动过大引起的台阶问题。
分析:此类问题通常发生在热处理后精加工工艺(磨齿、珩齿)中,问题报告如图16所示,表现形式为同一齿侧既有挖根又有台阶。
主要原因还是热处理后的齿距累积误差Fp和径向圆跳动误差产生了较大的变化,如图17所示。综合累积误差在台阶问题上的表现形式与单个齿距误差类似,经过一圈的齿距累积后,加上径向圆跳动带来的影响,个别轮齿的中心线会大大偏离其理论齿形的中心位置。如图18所示。
精加工后(磨齿)的零件也会有综合累积误差和径向圆跳动误差,倘若两者的曲线趋势与加工前的状态刚好相反,则部分轮齿产生台阶的可能性将大大增加。
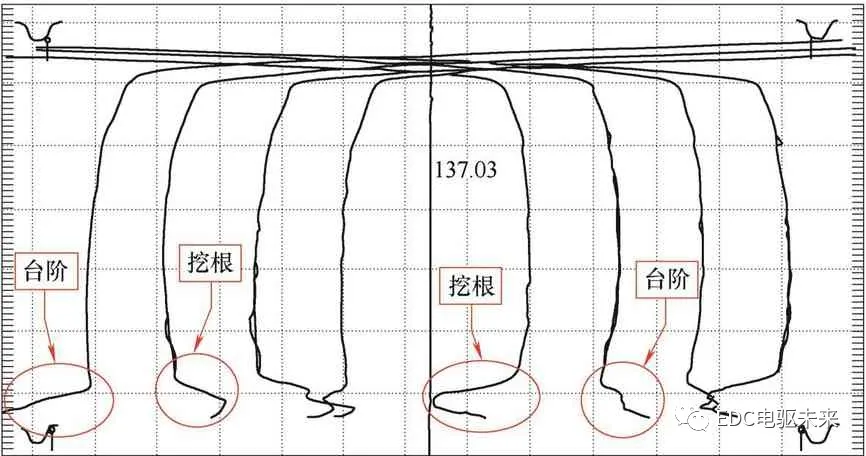
图16 径向圆跳动引起的台阶问题
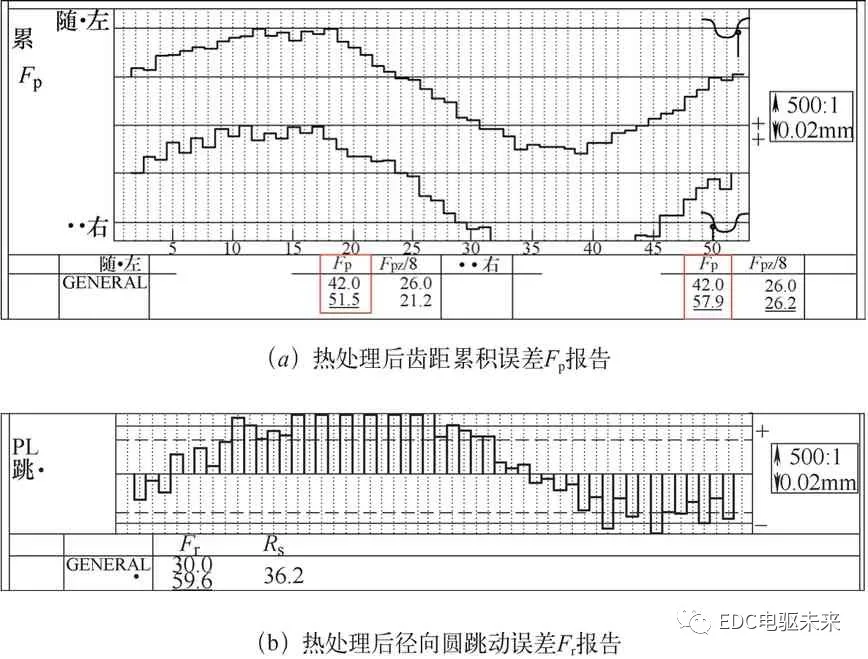
图17 误差报告结果
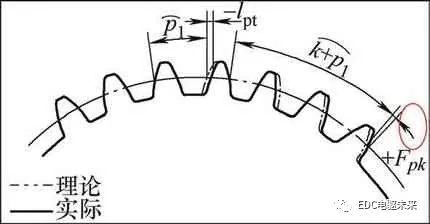
图18 Fp和Fr影响下的偏离理论齿形
解决方案:需根据零件热处理变形的形式,优化工艺过程的齿轮切削参数;优化与加工基准孔和端面相关的定位夹持方式;或者优化热处理工艺参数和工装定位方式;如有必要甚至需要优化齿轮的材料品种和结构设计。 综上所述,只有将热变形不规律的原因找到,才能有针对性地控制热变形形式,将热变形量减少到最低程度,齿根的台阶问题也将随着热变形量的减少而减少,直至消失。
本文内容及观点来源于:贺鹏《汽车工艺师》 ,如有侵权,请及时联系我们删除。
上一页:齿轮根部台阶问题与解决方案(四)
没有了!:下一页

